Bordás négyszögcsövek és bordás négyszögcsövek hegesztése: Mivel a hegesztendő termékek üreges négyzetcső és bevonattal rendelkeznek, négy hegesztő transzformátor szükséges.
Hegesztési sebesség követelmény: Legalább 40 darab óránként. Cégünk a felhalmozott műszaki tapasztalatokra támaszkodva és a vevői igényeket kielégítve célzott megoldásokat kínál erre az Ipari Különleges Gépre. A portálos hegesztés elvét alkalmazzuk, és nagy teljesítményű, nagy energiájú hegesztőáramot alkalmazunk a hatékonysági szabványok teljesítése érdekében.
A hegesztés és az anyagelrendezés speciálisan kettős előtolású hegesztőformák tervezésével valósítható meg.
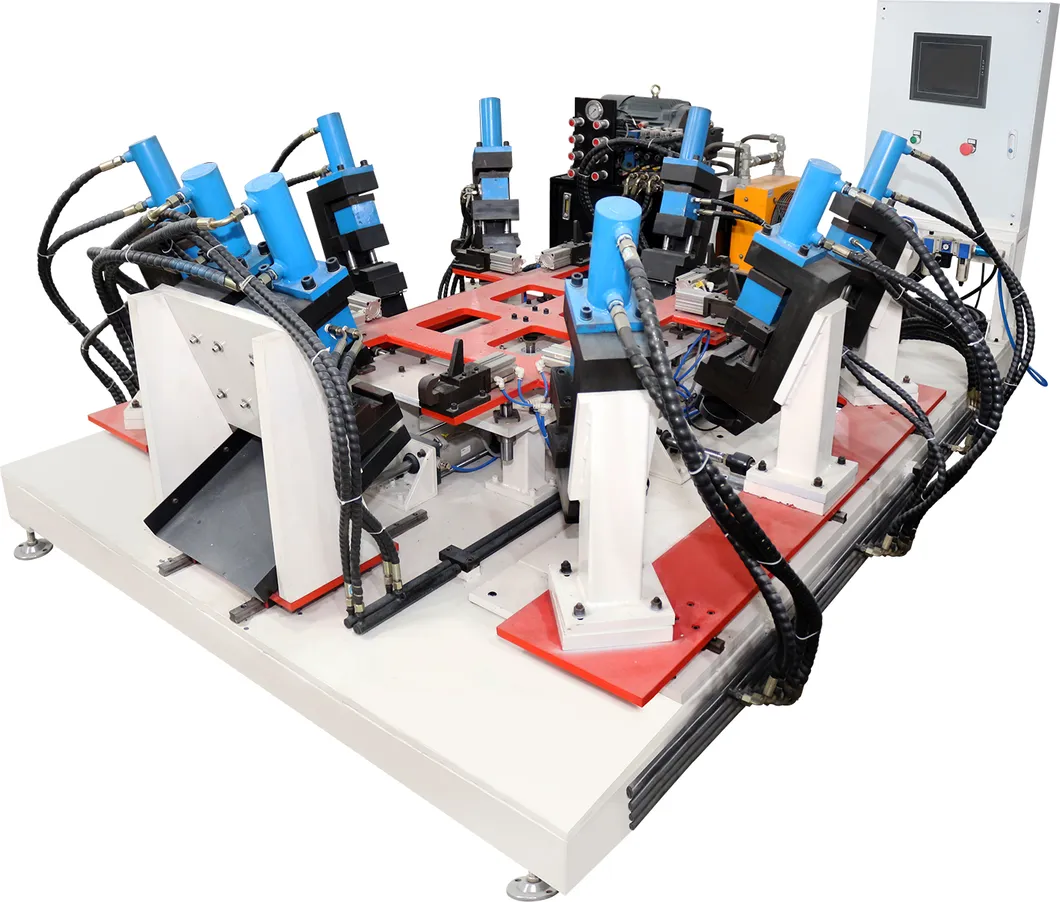
Ez az automata hegesztőgép elsősorban portálvázból, középfrekvenciás inverziós állandó áramú hegesztő áramforrásból, elektromos vezérlőrendszerből, dedikált hegesztő nyomáshengerből, felső és alsó elektródaszerelvényből, kettős formatartó állványból, vízhűtő rendszerből, pneumatikus rendszerből, felügyeleti egységből és biztonsági mechanizmusból áll, a következő részletes specifikációkkal:
Géptest: Prémium vastag acéllemezekből készült, függőlegesen megerősített szerkezettel rendelkezik, racionálisan elrendezett merevítőkkel és feszültségmentesítő kezeléssel kiegészítve.
Az MF inverziós egyenáramú hegesztő áramforrás transzformátorral, vezérlővel, inverterrel, tápmeghajtóval, egyenirányítóval, kondenzátorkártyával, IGBT-vel és központi vezérlőmodulokkal van összeszerelve. Az eredeti 50/60 Hz-es bemeneti feszültséget 1000 Hz-re alakítja, a transzformátor másodlagos hurokban lévő egyenirányító dióda pedig a teljesítményt állandó kimeneti árammá alakítja. Ez a kialakítás nagymértékben megnöveli a másodlagos áramkör reaktancia együtthatóját, hatékonyan megoldja a korábbi energiaveszteség-problémákat, és optimalizálja az állandó áramú hegesztőhurkot a gyártási költségek csökkentése érdekében. Az automatikus működésre alkalmas stabil teherbírással felszerelve kiemelkedő előnyökkel büszkélkedhet a hagyományos hegesztő tápegységekkel szemben:
A) Energiatakarékosság;
B) Magasabb teljesítménytényező és alacsonyabb gyártási költség;
C) Kisebb interferencia a nagy nyílású szekunder áramkörben és stabil hegesztőáram; a hegesztési teljesítmény nem változik akkor is, ha induktív mágneses anyagok vannak a szekunder tekercsben;
D) Kiegyensúlyozott terheléselosztás az áramellátó berendezésekhez, amelyet háromfázisú tápegység és energiatároló kialakítás támogatja.
| Advantages |
Save energy |
| Improve the power factor and reduce production costs; |
| In the secondary circuit with large opening area, interference can be reduced and welding current is constant current. When the secondary winding has inductive materials (with magnetic property), it will not affect the welding |
| make a balance of the loading of power supply device, medium frequency inversion constant current welding power source uses three-phase power and stores energy |