Automata IBC rácsos ketrecvázas ponthegesztőgép
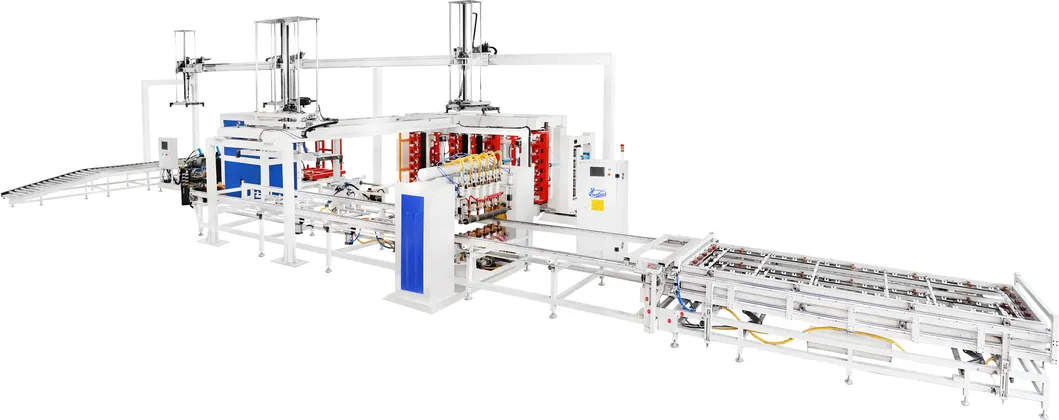
Tervezési koncepció: Bordás négyszögcsövek és bordás négyszögcsövek hegesztése: Mivel a hegesztendő termékek négyszögletes üreges csövek és bevonatosak, négy hegesztő transzformátor szükséges (négy hegesztőpont középen elhelyezve, két transzformátorral konfigurálva a kétoldalas egypontos hegesztéshez, egy transzformátor kétoldali egypontos hegesztéshez, egy kétoldali hegesztéshez, két oldalán hegesztő hegesztéshez transzformátor, ha hét hegesztési pontra van szükség, ez a transzformátor két ciklusban fejezi be a termékhegesztést). Hegesztési sebességre vonatkozó követelmények: Legalább 40 darab óránként; A hegesztési foltok letisztult és esztétikus megjelenést kölcsönöznek. A stabil hegesztési minőség és a magas gyártási hatékonyság biztosítása érdekében cégünk a gazdag műszaki tapasztalaton és az ügyfelek aktuális igényein alapuló célzott megoldást kínál: A portálos hegesztési elv alkalmazása nagy teljesítményű és nagy energiájú hegesztőárammal; a közepes frekvenciájú inverziós hegesztés elsőbbséget élvez kiemelkedő áramsűrűségi teljesítménye miatt; Az elektródák és a rögzítőelemek merevsége, valamint a gépváz vezetési pontossága a hagyományos portálhegesztők teljesítményét felülmúlja.
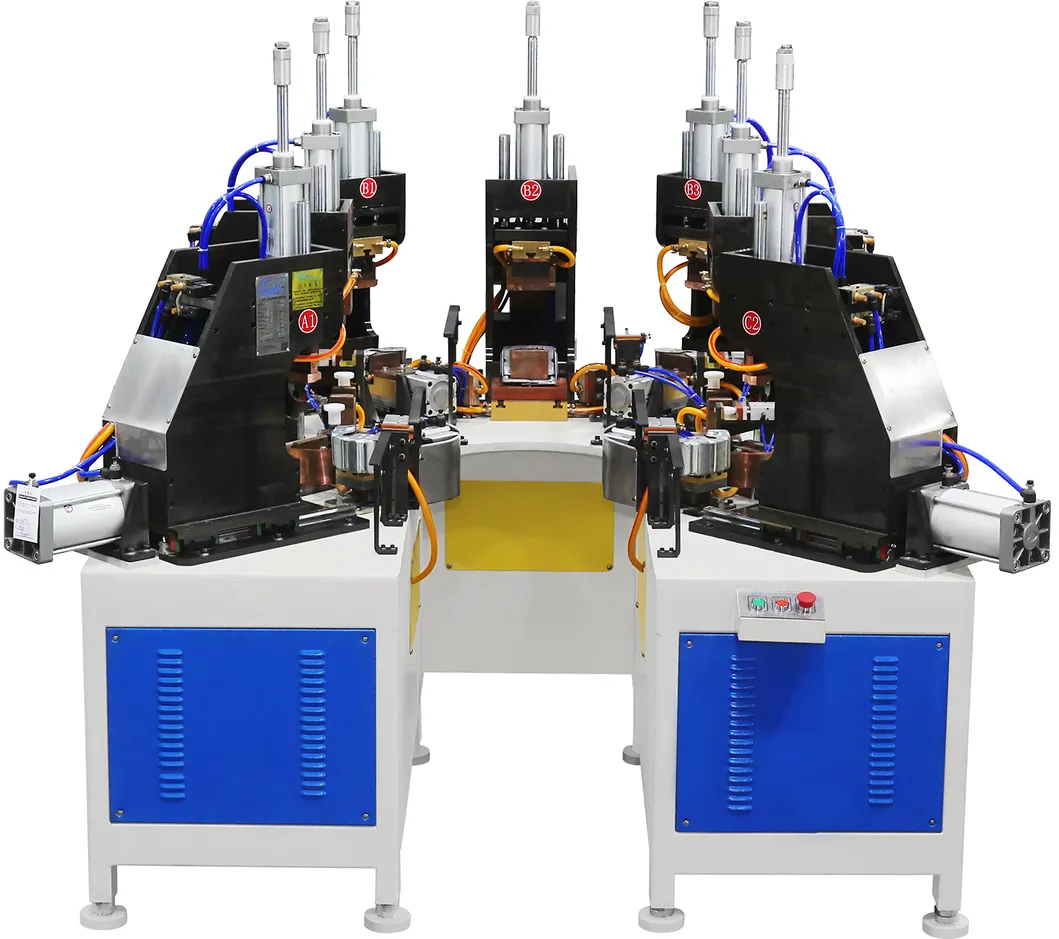
Az egyedi kettős előtolású hegesztőformákat a hegesztési eljárások és az anyagelrendezés integrálására alkalmazzák, teljes mértékben kihasználva a hagyományos feldolgozás során az egyforma működéséből adódó üresjárati várakozási időt, és hatékonyan növelve a teljes hegesztési teljesítményt. Az IBC-k gyártósorainak összeszerelési igényeinek kielégítésére szabva cégünk kifejlesztett egy professzionális közepes frekvenciájú inverziós duplaformás védőketres hegesztőgépet. Ez a dedikált egység a bordás négyzetcsöves védőketrecek gyártásához használt érett automata hegesztőgéphez tartozik, amely főként portálkeretből, középfrekvenciás inverziós vezérlőrendszerből, elektromos működési rendszerből, speciális illesztett transzformátorokból, dedikált hegesztő nyomás alatti hengerekből, felső és alsó elektródaszerelvényekből, kettős adagolású formaállványokból, hűtőkeringető rendszerből, pneumatikus védelmi rendszerből, felügyeleti eszközből és biztonsági rendszerből áll.
## Berendezések felépítése
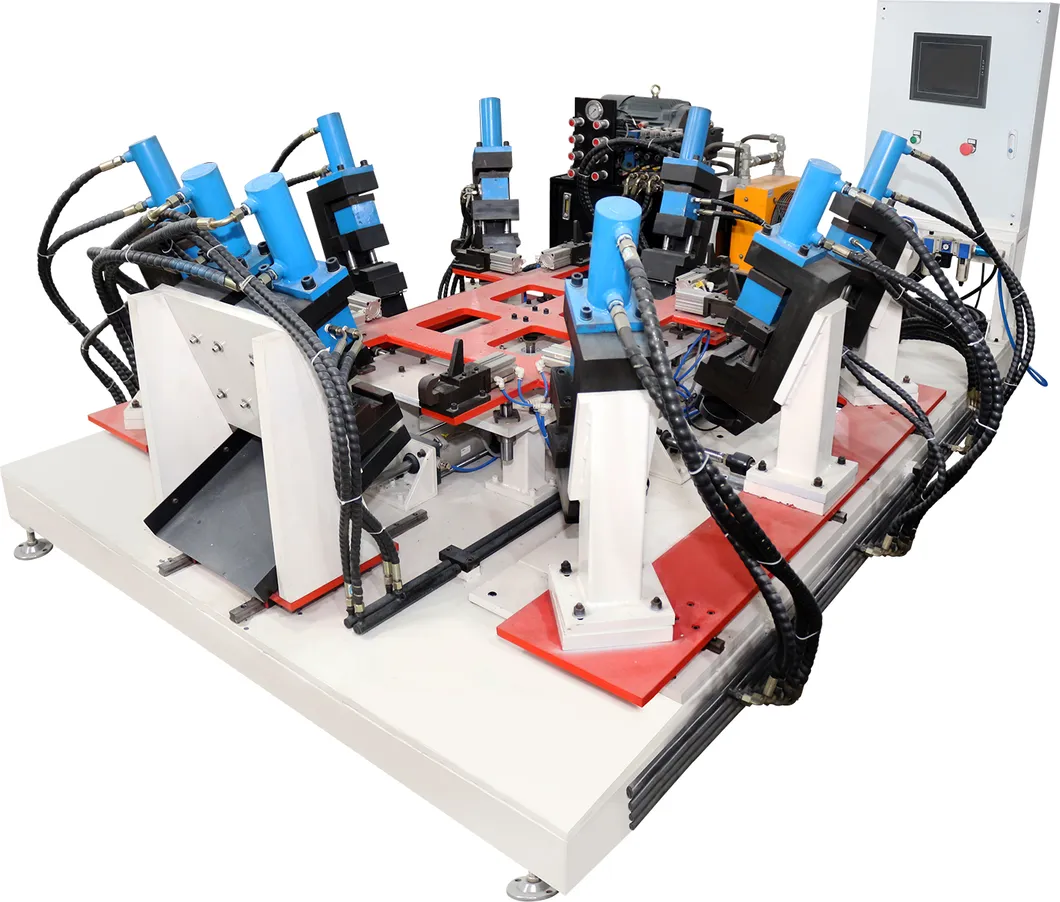
A szabványos automata típusú munkamóddal tervezett berendezés főként portálgéptestből, középfrekvenciás inverziós állandó áramú hegesztő tápegységből, elektromos működtető rendszerből, speciális hegesztő nyomás alatti hengerből, felső és alsó elektróda alkatrészekből, dupla öntőforma alapkeretből, vízhűtő rendszerből, pneumatikus rendszerből, felügyeleti eszközből, biztonsági mechanizmusból és egyéb szerelvényekből áll, részletes bemutatással az alábbiak szerint:
1. Géptest: A függőleges megerősített szerkezet kiváló minőségű vastag acéllemez hegesztéssel készül, racionálisan elrendezett erősítő bordákkal van ellátva, és feszültségmentesítő kezeléssel dolgozzák fel. Kiváló mechanikai teljesítményt nyújt enyhe deformációval és kiváló szerkezeti szívóssággal a hosszú távú működés során.
2. Az MF inverziós egyenáramú hegesztő áramforrás főként transzformátorból, vezérlőből, inverterből, tápegységből, egyenirányító szerelvényből, kondenzátorlemezből, IGBT-ből és központi központi vezérlőelemekből áll. Fejlett és széles körben alkalmazható hegesztőberendezésként a közepes frekvenciájú inverziós állandó áramú hegesztő tápegység kompakt hegesztőtranszformátor méretű, ugyanakkor nagy teljesítményű. Átalakítja az eredeti 50/60 Hz-es bemeneti frekvenciát 1000 Hz-re, a transzformátor szekunder hurokban lévő egyenirányító dióda pedig a teljesítményt állandó áramtá alakítja, nagymértékben optimalizálva a szekunder áramkör reaktancia együtthatóját – ez a kulcsfontosságú tényező, ami energiaveszteséghez vezet a hagyományos berendezésekben. Ez a kialakítás közel ideális illeszkedést biztosít állandó áramú hegesztőhurokban, maximálisan csökkentve a gyártási költségeket. A hagyományos hegesztő áramforráshoz képest a következő tulajdonságokkal rendelkezik
| Advantages |
Save energy |
| Improve the power factor and reduce production costs; |
| In the secondary circuit with large opening area, interference can be reduced and welding current is constant current. When the secondary winding has inductive materials (with magnetic property), it will not affect the welding |
| make a balance of the loading of power supply device, medium frequency inversion constant current welding power source uses three-phase power and stores energy |